
Understanding Crown Finish Glass Bottle Necks
- DE VARO

- Feb 27
- 3 min read
History, Mold Evolution & Structural Engineering
In the beer and carbonated beverage industry, the Crown Finish remains the most widely used and reliable bottle neck design in the world.
At De Varo Packaging, we manufacture high-performance glass bottles engineered for sealing integrity, high-speed filling lines, and global beverage standards. In this article, we explore the history, structural evolution, seam mechanics, and stress analysis of crown finish glass bottle necks.
1. The Invention of the Crown Cap
Before modern closures, glass bottles were sealed using wax, wooden plugs, leaves, or leather — all unreliable for carbonated beverages.
In 1892, American inventor William Painter was granted U.S. Patent No. 468,226 for the metal crown cap — a revolutionary closure that permanently changed beverage packaging.
At the same time,The Coca-Cola Company was expanding bottled beverage distribution and required a dependable sealing solution. The crown cap provided:
A crimped metal edge (serrated skirt)
An internal sealing liner
Gas retention capability
Easy opening with a bottle opener
Low manufacturing cost
More than 130 years later, the crown finish system remains the global standard for beer packaging — a testament to its engineering simplicity and durability.

2. Evolution of Crown Finish Molds
Early Two-Piece Finish Molds
The earliest crown finish bottle necks were formed using a two-piece mold system.
Limitation:A visible seam line appeared across the sealing surface, which could affect sealing reliability.
As beverage bottling scaled globally in the early 20th century, manufacturers sought better mold designs to eliminate sealing surface seams.

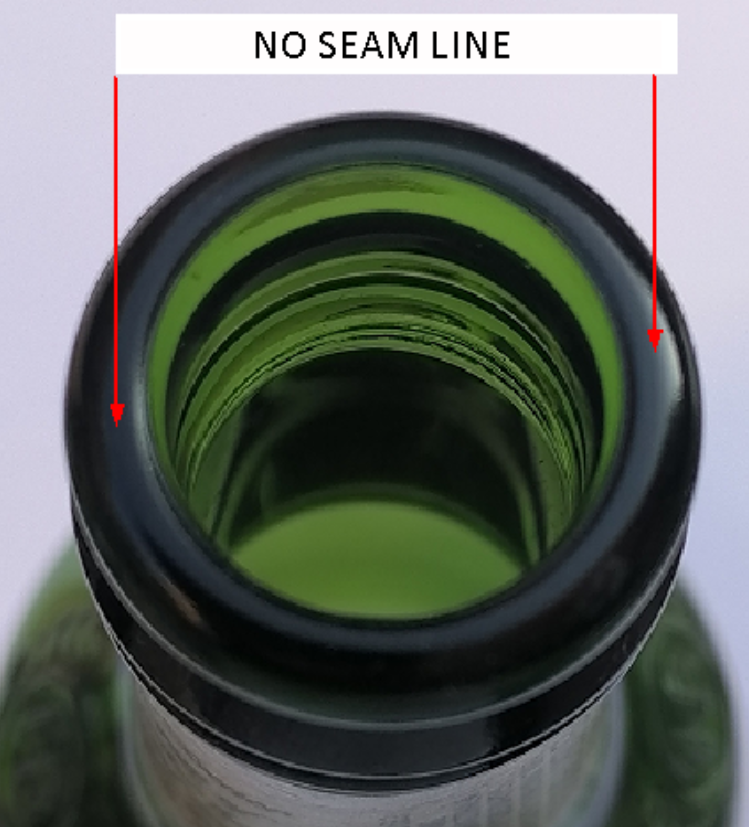
Modern Three-Piece Finish Mold System
To improve sealing performance, manufacturers developed a three-component system:
Finish Mold
Guide Ring
Plunger (or core)
Advantages:
Smooth, continuous sealing surface
No seam across the top contact area
Improved sealing integrity
Better compatibility with high-speed capping machines
Reduced leakage risk
Today, nearly all modern glass factories use three-piece crown finish molds.
At De Varo Packaging, strict dimensional verification is performed during:
New mold acceptance
Mold refurbishment
Production startup calibration
Precision at this stage directly affects long-term sealing stability.
3. Understanding Crown Finish Seam Structures
Even with modern molds, seam lines still exist in specific structural areas.
Main Seam Types:
Guide Ring to Plunger – Vertical Seam
Guide Ring to Finish Mold – Vertical Seam
Two Finish Mold Halves – Ring Seam (commonly called “half seam”)
Finish Mold to Blank Mold – Vertical Seam
These seams directly influence:
Neck dimensional accuracy
Sealing performance
Capping pressure distribution
Risk of customer complaints
Guide Ring Seam Irregularities
Improper alignment can cause:
Undermatch
Overmatch
Flange formation
Knock-out protrusions
Critical Note:The intersection points between the guide ring seam and the ring seam are high-risk areas. Mold wear or damage can create small protrusions that become serious sealing defects.
Proper mold maintenance is essential for preventing seam-related failures.
4. Mechanical Stress Distribution on Crown Finish
During the capping process:
Downward force is applied to the sealing surface
Radial compression locks the cap around the neck
The reinforcing ring absorbs clamping force
Opening the bottle applies reverse stress impact
If defects exist in stress zones, failure may occur:
Air bubbles
Stones or inclusions
Unmelted sand particles
Surface burrs
Misalignment
Micro-cracks
Impact damage
Under capping pressure, these defects can cause neck breakage or chipping.Therefore, cold-end inspection and dimensional quality control are critical.
Why Crown Finish Quality Matters
A crown finish may appear simple, but it is one of the most technically sensitive areas of a beer bottle.
Performance depends on:
Sealing surface flatness
Guide ring alignment accuracy
Ring seam precision
Reinforcing ring strength
Compatibility with capping torque
At De Varo Packaging, we focus on:
✔ Tight dimensional tolerances✔ Seam precision control✔ Mold maintenance standards✔ High-speed filling compatibility✔ Reduced leakage and breakage risk.
Conclusion
The crown finish design is one of the most successful engineering innovations in glass packaging history. Its reliability is the result of over a century of refinement in mold technology and stress management.
In Part 2, we will explore:
International crown finish size standards
Capping torque specifications
Common failure cases in beer bottling
How to prevent leakage and neck cracking
If you are developing:
Beer glass bottles
Carbonated beverage packaging
Custom crown finish bottles
De Varo Packaging can support your project with technical expertise and precision manufacturing.



Comments